Our Role in the Supply Chain
1.The Role of Specialty Chemicals in the Supply Chain
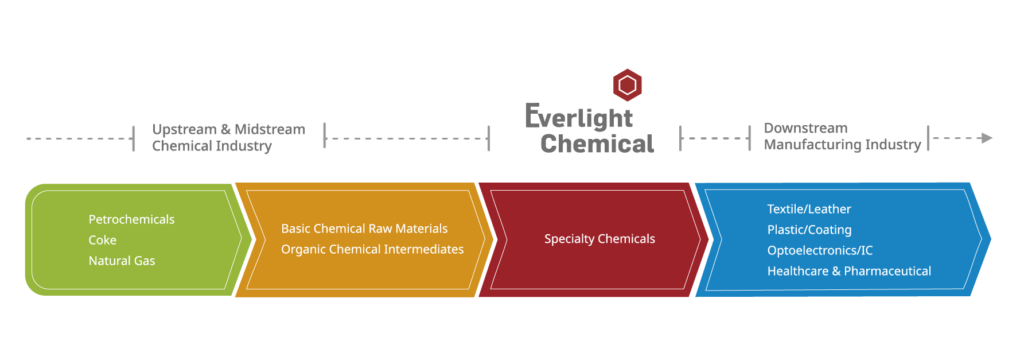
Chemicals can be broadly classified into three categories: bulk chemicals, fine chemicals and specialty chemicals. Everlight Chemical specializes in the production of specialty chemicals. Specialty chemicals are mainly used in processes or final products for the purpose of improving product performance and are mostly high value-added products. Globally, the demand for specialty chemicals is growing steadily.
High added value is the development direction of Taiwan’s chemical industry. Such development includes transforming existing chemicals into high value-added products, developing high-priced or high value-added products, or developing advanced materials. The key to high value-add development lies in mastering the core technology, key materials and intellectual property rights, while also possessing the ability to continuously innovate.
High added value is the development direction of Taiwan’s chemical industry. Such development includes transforming existing chemicals into high value-added products, developing high-priced or high value-added products, or developing advanced materials. The key to high value-add development lies in mastering the core technology, key materials and intellectual property rights, while also possessing the ability to continuously innovate.
Our raw material suppliers are mainly large international companies located in Europe/Americas/India (34%), China (42%) and Taiwan (24%).
Most specialty chemicals are produced using solvent-based production processes, which involve extensive use and recovery of solvents. Solvent-based production processes require high energy consumption and have a negative impact on the environment. Everlight Chemical recognizes the significance of these negative impacts and, therefore, has introduced external supply of steam and has been gradually replacing heavy oil boilers to reduce environmental impact.
Reducing environmental impact is a shared goal across the chemistry industry chain.
Everlight Chemical is committed to developing sustainable products with enhanced use-phase efficiency to create value with our customers. Our clients have been delighted to adopt our high-quality, high-performance and energy-efficient products, which contribute to the collective efforts towards environmental sustainability.
2.Advancing towards High Value-Added Products by Harnessing Core Technology
Specialty chemicals are a vital part of the supply chain. Everlight Chemical effectively manages key raw materials from the upstream and also drives technological innovation to offer sustainable products and meet the needs of downstream industries. By providing quality chemical products and services, and by working with our supply chain partners, we continue to advance towards high value-added products, creating more value for our customers. High value-add is the development direction of Taiwan’s chemical industry. Such development includes transforming existing chemicals into high value-added products, developing high-priced or high value-added products, or developing advanced materials. The key to high value-add development lies in mastering core technology, key materials, and intellectual property rights, while also possessing the ability to continuously innovate.
As an active promoter of green chemistry, we incorporate green chemistry principles in various chemical reactions and processes of our production processes, including coupling, condensation, sulfonation, reduction, crystallization, purification, drying, mixing and more. We possess core technologies in gas-phase reactions, hydrogenation reduction, total synthesis and chiral optical resolution and also employ ultra-clean manufacturing processes, ultra-low temperature (-80 °C) reactions, nano-particle and ultra-high purity chemical processing (ppb level). Underpinned by rigorous quality control protocols and state-of-the-art production techniques, we provide a range of products with exceptional and consistent quality, earning high recognition from our customers.

3.Implementing Supplier ESG Assessment
Everlight Chemical also extends green chemistry practices across the supply chain by implementing various management measures such as green procurement and green supply chain. We include the 12 Principles of Green Chemistry in our criteria for the evaluation and selection of raw material suppliers. Regular on-site visits are conducted each year to assess suppliers’ compliance with environmental and social indicators. We also provide ESG training and recommendations for improvements for our suppliers.
4.Strengthening Our Competitive Edge
Despite the challenges of the COVID-19 pandemic, we have continued to enhance our company’s brand position and strengthen market competitiveness. We continue to leverage our core technologies to develop new products that meet evolving customer needs. We also continue to drive technological innovation to enhance product competitiveness. Through our global network of logistics, marketing and technical services, we provide fast and responsive services for our customers, including interactive online streaming webinars and online services to engage our overseas distributors and customers, offering innovative and comprehensive services.